Technology
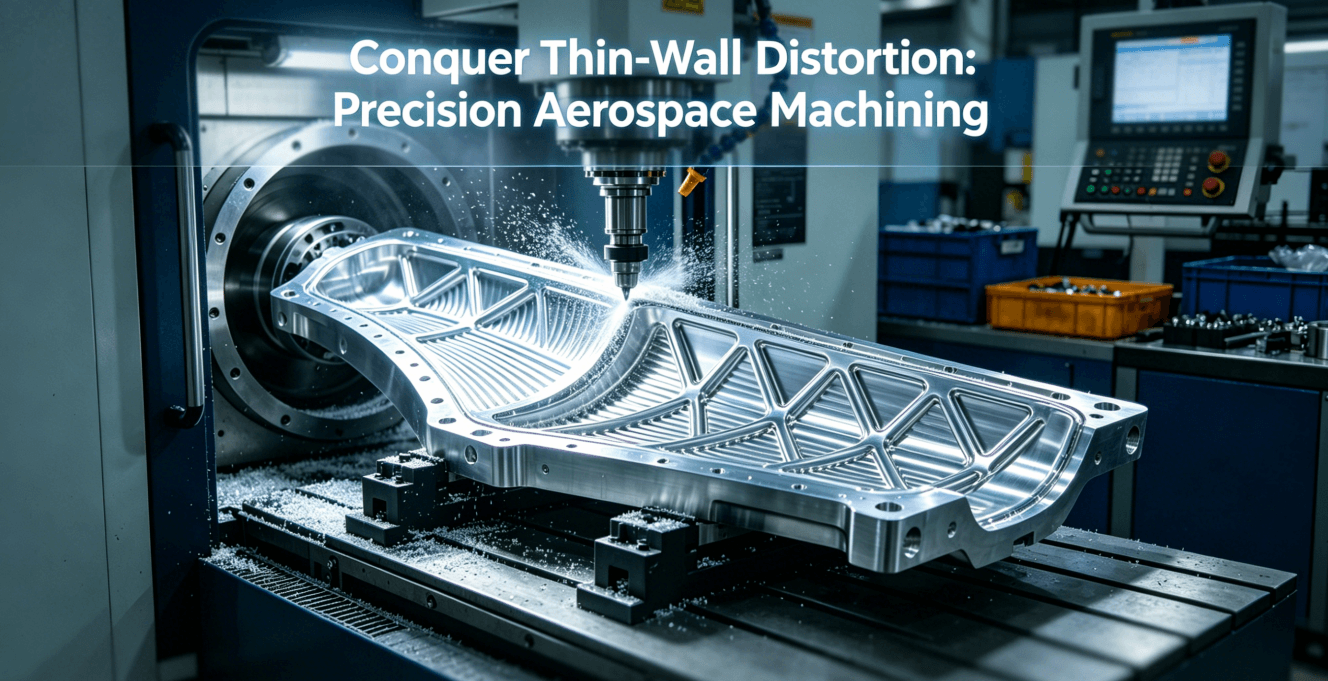
How to Resolve Thin-Wall Deformation in Aerospace Aluminum Components and Save 30% on Manufacturing Costs
Introduction
In the demanding fields of aerospace, high-end industrial automation, and robotics, the manufacturing of large, complex aluminum structural components—such as UAV airframes, robotic arm skeletons, and equipment frames—faces severe challenges. Uncontrolled distortion of thin-wall structures during machining frequently leads to part scrappage, assembly failures, significant project delays, and escalated production costs.
The current study examines the causes of distortion that occur when thin walls of aluminum parts are manufactured and introduces a holistic approach consisting of design for manufacturing (DFM), modern 5-axis CNC machining technology, and comprehensive quality management throughout the manufacturing process. Using this tried and tested approach, part manufacturing becomes more accurate and efficient.
What Are the Primary Causes of Thin-Wall Distortion in Aerospace Aluminum Components?
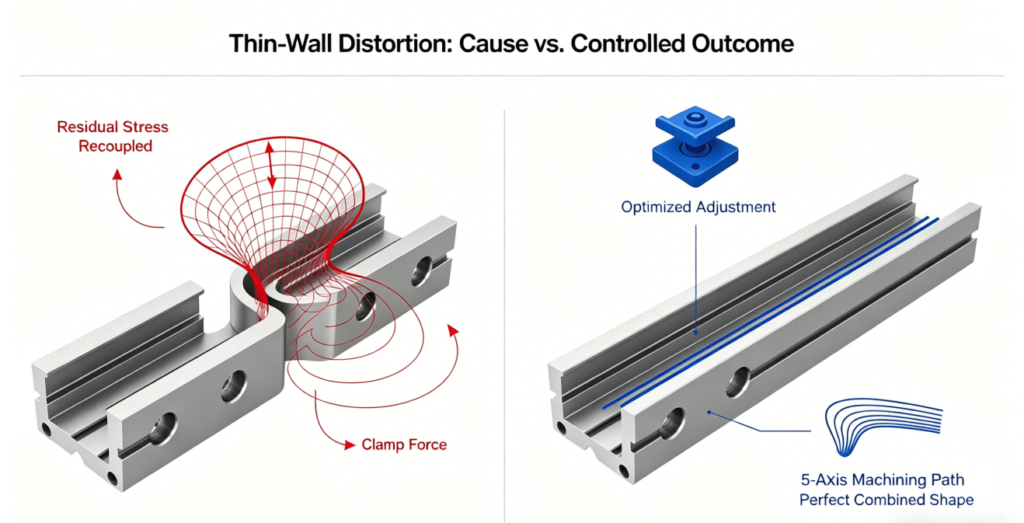
The distortion of the thin wall in aluminum parts is caused by several factors working together. The most important factor is residual stresses due to machining, where the cutting operation creates imbalance within the stresses present in the material, leading to the part being distorted. Cutting loads and thermal distortion also play a role, since cutting pressures distort thin parts, while temperature creates differential expansion. Poor toolpath planning, like unidirectional cutting, concentrates stress. In Precision Manufacturing for aerospace or Industrial Automation, where walls are extremely thin, these issues are magnified. Relying on trial-and-error is costly and unreliable, making partnership with a professional aluminum CNC milling service provider essential for a systematic solution.
How Does 5-Axis CNC Milling Technology Become a Key Solution for Controlling Distortion?
Faced with the challenge of thin-wall distortion, 5-axis CNC technology, with its superior machining flexibility and control, provides a solution that transcends traditional 3-axis machining. It has become synonymous with high-standard production, particularly in aerospace CNC milling.
Integrated Machining of Complex Structures
In cases where there are very complicated surfaces or even cavities on the surface of an item, such as those found in drones or even engine casings, having the capability of carrying out 5-axis simultaneous machining becomes essential. In doing so, the machine will guide the cutter along the perfect path to achieve a precise mill for all the angular surfaces of the item in just one setting. This approach prevents the need to re-position the item for another operation that may result in errors.
Empowerment Through Advanced Toolpath Strategies
The 5-axis platform is the perfect stage for executing advanced toolpath strategies that are critical for managing the physical forces that cause distortion.
- Dynamic and Trochoidal Milling
Dynamic milling involves the use of constant radial depth of cut and feed rate, leading to constant cutting action without abrupt force changes that may cause deflection of thin sections. Trochoidal milling involves using a circular motion to create the engagement with the workpiece, ensuring that the force is evenly distributed over a greater surface area, and less thermal stress is generated. This method ensures that the force applied to the part at any given moment is smaller.
- The Role of Simulation
This has been made possible through the use of contemporary CAM packages that enable the user to simulate such complex tool paths in a virtual setting. It is possible for engineers to analyze tool contact, estimate cutting forces, and identify any possibility of collision or high stress zones in the process prior to running the program on the machining system.
For readers seeking manufacturing of complex aerospace structural components, they can delve deeper into how professional aluminum milling service suppliers apply these technologies, as detailed in the case study Aluminum CNC Milling Services in Aerospace: Crafting Lightweight, High-Strength Wing Ribs and Spars.
How to Design a Complete Process Control Chain for Large Thin-Wall Aluminum Parts?
To stably produce high-precision large thin-wall parts like CNC Milling Aircraft Parts, optimizing a single step is insufficient. A full-process, closed-loop Custom Aluminum Machining control chain from design to delivery must be established. This systematic approach is the core of true custom manufacturing capability.
Front-End Collaboration and Predictive Control
Effective process control starts with design synergy. Collaborative Design for Manufacturability (DFM) is pivotal, focusing on feature optimization to enhance machinability. Subsequently, machining simulation using Finite Element Analysis (FEA) software predicts deformation from cutting and clamping forces. This enables proactive toolpath compensation during programming to correct for anticipated distortion before the first cut is made.
In-Process Execution and Verification
In this stage, the designed plan is made tangible. This includes the accurate implementation of the multi-step machining process with optimal process settings and fixture usage. Validation immediately follows in the form of in-process measurement. Post-machining measurement (FAI/SPC) then verifies the results.
- Precision Machining Strategy
Execution relies on a multi-stage strategy: stress-relieving roughing, semi-finishing, and final finishing with symmetric toolpaths to balance forces. This is enabled by specialized, low-stress workholding like vacuum fixtures. In-process probing provides real-time data for closed-loop tool offset compensation, ensuring dimensional accuracy.
- Post-Process Validation
Verification extends beyond machining. A comprehensive First Article Inspection (FAI) validates the entire process output. For production, Statistical Process Control (SPC) monitors key dimensions, enabling continuous refinement of the Custom Aluminum Machining strategy for consistent quality in complex parts like large parts CNC Milling solution.
Which Certifications and Quality Standards are the Cornerstones for Ensuring the Reliability of Such Parts?
In Precision Manufacturing, although modern equipment plays an essential role, the quality system certifications represent the soft power that cannot be overlooked in guaranteeing reliability. For the aerospace industry, the AS9100D standard must be adhered to, which is an extension of the ISO 9001 standard with stringent standards regarding risk management and full traceability.
These are not just certifications but systems actively used, which include controlled documents, FAI, and SPC.This rigorous practice transforms expert “experience” into repeatable “standard,” guaranteeing consistent performance and dimensional accuracy for every batch of complex thin-wall parts, delivering reliability that meets the highest expectations.
What is the Return on Investment (ROI) of Investing in an Advanced Aluminum CNC Milling Solution?
Collaboration with a professional aluminum CNC machining service provides a solid return on investment that goes beyond simple pricing. The most immediate benefits are achieved through cutting down scrap rates – usually from more than 10% to less than 1% – thereby significantly decreasing wastage.
However, the long-term benefits are even more substantial, with improved quality elevating company image and reducing warranty costs, as well as being able to take on high-profile projects due to their proficiency in Custom Aluminum Machining. True ROI calculation utilizes a Total Cost of Ownership approach(Unit Cost+Quality Cost+Time Cost). Experts like those at JS Precision optimize all three through high first-pass yield and integrated processes, delivering superior project economics and clear bottom-line value.
Conclusion
In conclusion, the problem of thin wall distortions in aluminum components used in the aviation and premium industrial sectors cannot be overcome through the tweaking of a single process variable alone. Through the implementation of the approaches presented, companies will be able to overcome the problem of thin wall distortions and make their production process a core competency.
Is your next critical project facing thin-wall machining accuracy challenges? Connect immediately with manufacturing experts possessing rich project experience and complete certifications to obtain a free Design for Manufacturability (DFM) analysis .
Author Bio
The article is authored by an experienced manufacturing engineer who has more than 15 years of experience in precision machining of metal. He specializes in milling of aluminum parts for use in aircraft manufacture in highly efficient and high-precision methods. Currently, he works at the highly reputable JS Precision where he uses his skills in manufacturing of complex parts.
FAQs
Q: Which aluminum alloy is most recommended for thin-wall parts?
A: For high-strength aerospace applications, 7075-T6 and 6061-T6 are generally being used because of their very good strength-to-weight ratio while staying easily machinable. The final decision will depend on a full assessment of the part in terms of load, resistance to corrosion and also any requirements for post-processing.
Q: What level of accuracy can be achieved for thin-wall parts using 5-axis CNC machining?
A: With well-optimized settings and process, expert 5-axis CNC milling can accurately keep the profile tolerance of large thin-wall aluminum parts within 0.05 mm, while the location accuracy of main features can be up to 0.025 mm, which is in line with the needs of most precision assemblies.
Q: What does AS9100D certification mean for a supplier?
A: AS9100D is the quality management system standard for aerospace industry. By achieving this standard, the supplier demonstrates that their product system has complete-process traceability along with risk control and continuous improvement functionalities not only from design and procurement but also including production and delivery, in fact, this type of quality assurance is a prerequisite for the global aerospace supply chain.
Q: How long does a typical project take from the initial concept stage to obtaining the first prototype?
A: The lead time varies with the complexity of the parts. For example, thin-wall structural parts are usually the quickest. Therefore, once the design collaboration and process planning stages are complete, a reliable supplier may be able to provide the first working prototypes in as little as 2-4 weeks to support speedy iteration and verification.
Q: How do I assess if a fresh process or new supplier will really aid me in lowering my prices?
A: Price per piece is certainly not the only factor for comparison. A comprehensive cost analysis is advised that covers: wastage ratio, costs of additional works, costs of quality checking, assembly productivity, and project duration. A reliable partner can prove the benefits in total cost via high first-pass yield, bundled machining, and DFM optimization.

Cisco MDS switch technology is the foundation of modern Storage Area Networks (SANs), delivering high-performance, reliable, and scalable storage connectivity for enterprise data centers. As organizations continue to expand their digital infrastructure, understanding Cisco MDS switches has become an essential skill for network and storage professionals.
For candidates planning to pursue CCIE Data Center training, mastering Cisco MDS fundamentals is a crucial step toward developing the practical knowledge required for the certification lab exam and real-world deployments. From Fibre Channel networking and VSANs to zoning and high availability, Cisco MDS switches provide the core capabilities needed to design, manage, and troubleshoot efficient enterprise storage networks with confidence.
What Is a Cisco MDS Switch?
A Cisco MDS switch is a storage networking switch specifically designed for Fibre Channel SAN environments. Unlike traditional Ethernet switches, Cisco MDS switches optimize communication between servers and storage arrays while maintaining low latency and high availability.
These switches support enterprise-grade features such as:
- High-speed fiber channel connectivity
- Advanced SAN security
- Intelligent traffic management
- Redundant hardware architecture
- Comprehensive monitoring and troubleshooting tools
Because storage traffic requires consistent performance and reliability, Cisco MDS switches are widely deployed in enterprise data centers.
Why Cisco MDS Switches Matter in CCIE Data Center
Cisco includes MDS technologies in the CCIE Data Center blueprint because storage networking remains a critical part of modern infrastructure.
Candidates are expected to understand:
- SAN architecture
- Fibre Channel fundamentals
- VSAN implementation
- Zoning concepts
- Device management
- High availability features
- Troubleshooting storage connectivity
Hands-on practice with these technologies significantly improves both exam readiness and real-world operational skills.
Cisco MDS Switch Architecture
Cisco MDS switches are built specifically for storage area networks.
Their architecture includes:
Control Plane
The control plane manages routing information, switch management, fabric services, and protocol communication.
Data Plane
The data plane is responsible for forwarding Fibre Channel frames with minimal latency between storage devices and hosts.
Management Plane
Administrators use the management plane to configure, monitor, and troubleshoot the SAN through command-line interfaces or graphical management tools.
Understanding how these planes interact helps simplify troubleshooting during enterprise deployments.
Fibre Channel Basics
Fibre Channel is the primary protocol used by Cisco MDS switches.
Some important Fibre Channel concepts include the following:
- Node Port (N_Port)
- Fabric Port (F_Port)
- Expansion Port (E_Port)
- Switch Port (TE_Port)
- Fabric Login (FLOGI)
- Port Login (PLOGI)
These concepts define how storage devices communicate across the SAN.
Understanding VSANs
Virtual Storage Area Networks (VSANs) are one of Cisco MDS’s most powerful features.
A VSAN allows administrators to create multiple isolated SAN fabrics within the same physical switch.
Benefits of VSANs
- Improved security
- Better traffic isolation
- Simplified management
- Reduced operational costs
- Easier scalability
VSANs function similarly to VLANs in Ethernet networking but are specifically designed for Fibre Channel environments.
Understanding Zoning
Zoning controls which devices are permitted to communicate inside a SAN.
Proper zoning improves:
- Security
- Performance
- Fault isolation
- Device management
There are two primary zoning methods:
Port-Based Zoning
Access is controlled based on switch ports.
Advantages include:
- Simple implementation
- Easy administration
- Stable configurations
WWN-Based Zoning
Access is based on the World Wide Name (WWN) of connected devices.
Advantages include:
- Greater flexibility
- Supports device relocation
- Easier long-term management
Most enterprise environments prefer WWN-based zoning because it adapts better to infrastructure changes.
Cisco MDS Features at a Glance
| Feature | Purpose | Benefit |
| VSAN | Logical SAN segmentation | Improved isolation |
| Zoning | Device communication control | Enhanced security |
| NPIV | Multiple virtual identities | Better virtualization support |
| Port Channels | Link aggregation | Higher bandwidth and redundancy |
| FSPF | Fibre Channel routing | Efficient path selection |
| Device Manager | GUI-based administration | Simplified management |
High Availability Features
Enterprise storage cannot tolerate downtime.
Cisco MDS switches provide several high-availability capabilities, including:
Redundant Power Supplies
Power redundancy minimizes service interruptions during hardware failures.
Non-Disruptive Software Upgrades
Administrators can perform software upgrades with minimal impact on storage operations.
Port Channels
Combining multiple Fibre Channel links increases bandwidth while providing redundancy.
Fabric Redundancy
Multiple switches ensure continuous storage access even if one device fails.
Basic Cisco MDS Configuration Steps
Although production deployments vary, the general workflow includes:
- Configure switch hostname.
- Assign management IP address.
- Create VSANs.
- Configure Fibre Channel interfaces.
- Create zoning configuration.
- Activate zonesets.
- Verify connectivity.
- Monitor switch health.
A structured configuration process reduces deployment errors.
Monitoring and Troubleshooting
Effective monitoring is essential for maintaining SAN performance.
Administrators commonly verify:
- Interface status
- VSAN membership
- Zoning configuration
- Device logins
- Fabric status
- Port statistics
- Error counters
Frequent monitoring helps identify issues before they affect production workloads.
Common Cisco MDS Commands
Some frequently used commands include:
- show interface
- show zoneset active
- show flogi database
- show fcns database
- show vsan
- show logging
- show topology
Learning these commands improves troubleshooting speed during both certification labs and real-world operations.
Best Practices for Cisco MDS Administration
Following industry best practices improves SAN reliability.
Some recommendations include:
- Use meaningful naming conventions.
- Document zoning policies.
- Separate workloads using VSANs.
- Enable redundant paths.
- Perform regular configuration backups.
- Monitor switch performance continuously.
- Keep firmware updated.
- Validate changes before production deployment.
These practices reduce operational risks and simplify long-term management.
How Cisco MDS Knowledge Helps Your Career
Storage networking remains a specialized skill that many organizations actively seek.
Professionals who understand Cisco MDS technologies often work as:
- Data Center Engineers
- Storage Engineers
- SAN Administrators
- Infrastructure Engineers
- Cloud Infrastructure Specialists
- Network Architects
Building expertise in Cisco MDS technology also strengthens your preparation for advanced enterprise infrastructure roles.
Conclusion
Cisco MDS switch knowledge is essential for building a strong foundation in enterprise storage networking and understanding how modern Storage Area Networks operate efficiently. As organizations continue to rely on high-performance SAN infrastructures, professionals with expertise in Cisco MDS technologies remain in high demand. For individuals planning to enroll in a CCIE Data Center Course, mastering Fibre Channel, VSANs, zoning, high availability, and troubleshooting are important steps toward certification success and real-world expertise.
These skills enable candidates to confidently design, deploy, manage, and optimize storage networks while preparing for advanced data center roles and developing the practical knowledge needed to excel in enterprise IT environments.

As our lives become increasingly fast-paced and technology-driven, the demand for more efficient and convenient home appliances continues to rise. Among these modern innovations, the cordless vacuum cleaner stands out as a game-changer in the world of household cleaning tools. These devices have revolutionised how we maintain cleanliness in our homes by offering unparalleled flexibility and ease of use.
A Leap from Traditional to Cordless
Historically, vacuum cleaners date back to the early 1900s, evolving from cumbersome, manually operated devices to the advanced, motorised versions of today. Traditional corded vacuum cleaners, although powerful, have inherent limitations owing to their bulkiness and restricted mobility due to the power cord. The advent of the cordless vacuum cleaner addresses these drawbacks, providing a seamless cleaning experience free from the limitations of cord length and power sockets.
Key Features of Cordless Vacuums
Portability and Flexibility
One of the standout features of a cordless vacuum cleaner is its portability. These devices are engineered to be lightweight and compact, making them accessible for all users. The absence of a power cord eradicates the inconvenience of constantly plugging and unplugging, allowing for a smooth transition from room to room and even cleaning in spaces without electrical outlets.
Versatility in Design and Application
Cordless vacuums come in various designs, including handheld models and stick versions, each serving different cleaning needs. Handheld models are perfect for quick clean-ups and reaching tight spaces or specific spots like car interiors. Stick vacuums, on the other hand, often come with attachable extensions and accessories, transforming easily to handle floor-to-ceiling cleaning tasks. This versatility ensures that every corner and crevice of a home can be effectively cleaned.
Technological Advancements Driving Performance
Battery Efficiency and Runtime
Technology has tremendously advanced battery life and efficiency in cordless vacuums. Lithium-ion batteries, commonly used in these devices, offer long-lasting power, reducing the need for frequent recharging. Some models boast impressive runtimes, allowing users to complete thorough cleaning without interruption. The charging process itself has seen improvements, with many models equipped with fast-charge features.
Innovative Suction and Filtration Systems
Despite being cordless, modern vacuums are engineered to rival their corded counterparts in terms of suction power. Advanced motor technology ensures robust suction while maintaining energy efficiency. Furthermore, contemporary cordless vacuums feature sophisticated filtration systems, often incorporating HEPA filters, which effectively trap dust, allergens, and pollutants, thereby promoting a healthier indoor environment.
Economic and Environmental Considerations
Energy Consumption and Cost Efficiency
Cordless vacuums are designed to be energy-efficient, consuming less electricity compared to traditional vacuum cleaners. This translates to lower utility bills over time. While the initial investment might be higher, the long-term savings and convenience offset this.
Environmental Impact and Sustainability
Manufacturers are increasingly designing cordless vacuums with environmental sustainability in mind. Many models feature components made from recycled materials and are built for durability to reduce waste. Moreover, the advancement in battery technology means longer life spans and less frequent replacements, contributing to less environmental impact.
User-Friendly Features
Ease of Maintenance
Maintaining a cordless vacuum cleaner is straightforward. Many models come with features such as easy-to-empty dust bins and washable filters, reducing the need for costly replacements, unlike bagged vacuum systems. Indicator lights for battery status and filter maintenance are common, ensuring users can keep their vacuums in optimal condition without much hassle.
Noise Levels
Cordless vacuum cleaners also tend to operate at lower noise levels compared to traditional models. This is particularly beneficial in households where disruptions need to be minimised, such as in homes with young children or pets.
Emerging Trends in Cordless Vacuums
Integration with Smart Technology
The incorporation of smart technology in household appliances is no exception for vacuum cleaners. Some high-end cordless vacuums are equipped with features such as app connectivity, allowing users to monitor battery levels and maintenance schedules or even schedule cleaning remotely. The future of cordless vacuums looks towards AI integration for adaptive cleaning patterns and personalised user experiences.
Targeted Cleaning Solutions
As technology evolves, so do the specific needs of consumers. Cordless vacuums with targeted solutions for pet hair, allergen control, or even robot-like mapping capabilities are becoming prevalent. These specific functionalities cater to individual household requirements, enhancing the effectiveness of the cleaning process.
The Market Landscape
With an ever-growing market, cordless vacuum cleaner options are abundant, each offering unique features to cater to diverse user preferences. Brands consistently innovate, pushing the boundaries of what these devices can achieve in terms of power, versatility, and user experience.
In conclusion, the transition to cordless vacuums is much more than a trend; it reflects a shift towards smarter, more adaptable, and convenient living spaces. As technology continues to advance, cordless vacuum cleaners are poised to become an indispensable part of modern household cleaning routines, offering both practical and environmental benefits.
Technology
How to Choose the Right Air Compressor for Pharmaceutical Industry: A Procurement Checklist for US Facilities
Pharmaceutical manufacturing operates under conditions where equipment failure carries consequences far beyond production delays. A compromised air supply can contaminate active ingredients, invalidate batch records, or trigger regulatory action from oversight bodies like the FDA. Unlike most industrial environments where air quality is a matter of efficiency, in pharmaceutical facilities it is a matter of compliance and patient safety.
This reality shapes every procurement decision within these facilities. Compressed air systems touch a broad range of processes — from tablet coating and capsule filling to cleanroom pressurization and pneumatic conveying of raw materials. Because so many critical operations depend on a stable, clean air supply, the decision about which compressor system to install deserves structured evaluation rather than price-driven shortcuts.
The following checklist is written for facilities managers, procurement leads, and engineering teams in US pharmaceutical operations who are in the process of specifying, replacing, or expanding their compressed air infrastructure.
Understanding What Makes Pharmaceutical Air Different
Compressed air used in pharmaceutical manufacturing is classified separately from general industrial air because it can come into direct or indirect contact with drug products, packaging, and production equipment. This distinction drives nearly every specification decision a facility will make. An air compressor for pharmaceutical industry applications must be evaluated not just on mechanical performance, but on its ability to consistently deliver air that meets purity standards without introducing oil, moisture, or microbial contamination into the process stream.
The International Society for Pharmaceutical Engineering (ISPE) and standards such as those outlined by the ISO 8573 compressed air quality classification system provide the technical framework facilities use to define acceptable air quality levels. Understanding where your processes fall within these classifications is the starting point for all equipment decisions that follow.
Oil-Free vs. Oil-Lubricated Compressors
One of the most consequential early decisions in pharmaceutical compressor procurement is whether to specify an oil-free or oil-lubricated machine. Oil-lubricated compressors use a film of lubricant to reduce friction between moving parts, and while downstream filtration can remove most of this contamination, residual traces can still reach sensitive processes. In pharmaceutical environments where regulatory auditors examine air quality documentation, the risk of oil carryover — however small — creates ongoing compliance exposure.
Oil-free compressors eliminate this risk at the source. They are designed with alternative materials and coatings that allow dry operation without sacrificing mechanical longevity. For facilities producing sterile injectables, parenteral drugs, or any product with strict contamination thresholds, oil-free equipment is typically the baseline expectation rather than an optional upgrade. For lower-risk applications such as laboratory instrument air or utility air that never contacts product directly, the case for oil-free equipment still holds if the facility operates under a unified quality system.
Defining the Role of Air in Your Process
Not all compressed air within a pharmaceutical facility carries the same risk profile. Instrument air for control valves, breathing air for operators in hazardous environments, process air that contacts drug product directly, and utility air used for equipment cleaning each carry different purity requirements. Before selecting a compressor, a facility must map each air use point and assign it a risk category.
This mapping exercise prevents over-specification in some areas and dangerous under-specification in others. A single compressor supplying multiple use points may require zone separation and point-of-use filtration to meet varying requirements across the distribution system. Alternatively, facilities with space and budget constraints sometimes install dedicated compressor systems for high-purity applications while maintaining a separate utility air supply. Either approach can work, but the decision must be grounded in documented process risk rather than assumed from general industry norms.
Evaluating Compressor Technology and Configuration
Pharmaceutical facilities commonly specify rotary screw compressors because of their continuous-duty capability, stable output, and relatively low maintenance demands in oil-free configurations. Reciprocating compressors, while effective for lower-volume or intermittent demand applications, introduce pulsation into the air supply that can affect sensitive instrumentation and require more frequent maintenance intervals. Centrifugal compressors are used in high-volume settings where constant large-scale output is required, though they are less common in mid-size pharmaceutical operations due to their sensitivity to fluctuating demand.
Redundancy and System Reliability
In pharmaceutical manufacturing, unplanned downtime is not just a production loss — it can result in batch failures, temperature deviations in controlled storage areas, and cascading compliance events that require extensive documentation and investigation. For this reason, most pharmaceutical facilities do not rely on a single compressor without redundancy planning.
A common approach is to install lead-lag configurations, where a primary compressor handles base demand and a secondary unit activates automatically if the primary experiences a fault or scheduled maintenance outage. Some facilities implement full N+1 redundancy across their entire compressed air system, meaning that at any given time, enough backup capacity exists to sustain all critical operations even if one unit is offline. The appropriate level of redundancy depends on how many processes are classified as critical and what the financial and regulatory consequences of an interruption would be.
Moisture Control and Air Drying
Moisture in compressed air creates conditions that support microbial growth, accelerate corrosion in distribution piping, and can introduce water droplets into sensitive process equipment. Pharmaceutical facilities almost universally install refrigerated or desiccant dryers downstream of their compressors to achieve the moisture levels required by their process classifications.
The choice between refrigerated and desiccant drying depends on the dew point requirement for each application. Refrigerated dryers are cost-effective for moderate moisture reduction and work well for utility air and non-critical applications. Desiccant dryers achieve lower dew points and are appropriate for applications where even trace moisture poses a product quality risk. Dryer sizing must account for ambient conditions within the facility, as incoming air temperature and humidity directly affect dryer performance and should be factored into equipment selection.
Compliance, Documentation, and Vendor Qualification
Pharmaceutical procurement differs from general industrial purchasing in that equipment selection is part of the broader validation framework. Compressed air systems used in drug manufacturing are subject to qualification protocols — typically Installation Qualification, Operational Qualification, and Performance Qualification — that verify the equipment performs as intended and consistently meets defined specifications. This means the compressor itself, along with its associated dryers, filters, and distribution components, must be fully documented and traceable.
Vendor Documentation Requirements
When evaluating compressor suppliers, pharmaceutical facilities should assess the vendor’s ability to provide the documentation required for regulatory compliance. This includes equipment design specifications, material certifications, calibration records for instrumentation, and service histories that can be referenced during internal or external audits.
Vendors familiar with pharmaceutical standards understand that documentation is not an afterthought — it is a deliverable on par with the physical equipment. A supplier who cannot provide consistent, organized qualification documentation creates downstream risk for the facility’s quality team. This is worth weighing heavily during vendor evaluation, even when a lower-cost alternative appears mechanically equivalent.
Maintenance Access and Long-Term Service
Compressed air systems in pharmaceutical facilities must be maintained on validated schedules. Any deviation from these schedules requires documentation and justification. This creates an operational dependency on service providers who understand pharmaceutical maintenance protocols, can work within cleanroom or controlled-access environments, and provide calibrated tools and traceable replacement parts.
When selecting an air compressor for pharmaceutical industry use, facilities should assess the supplier’s local service infrastructure alongside the equipment itself. A technically superior machine with poor regional support can become a liability when maintenance windows are tight and documentation requirements are strict. Establishing a service agreement before installation, with clearly defined response times and escalation procedures, reduces the risk of extended downtime during critical production periods.
Energy Efficiency and Total Cost of Ownership
Compressed air is one of the most energy-intensive utilities in manufacturing. In pharmaceutical operations where facilities run continuously and air quality requirements demand robust filtration and drying, energy consumption from compressed air systems can represent a meaningful portion of total utility costs. Variable speed drive compressors, which adjust motor speed to match actual demand rather than cycling between full load and idle, offer measurable efficiency gains in facilities with fluctuating air demand profiles.
Total cost of ownership calculations should include not only energy consumption but also maintenance costs, replacement parts frequency, filter change intervals, and the cost of any unplanned downtime attributable to equipment failure. A compressor that appears cost-effective at the point of purchase may carry higher long-term operational costs than a better-specified alternative. Facilities that perform this analysis consistently make more defensible procurement decisions and experience fewer budget overruns during the equipment’s operational lifespan.
Closing Considerations for Pharmaceutical Procurement Teams
Selecting compressed air equipment for a pharmaceutical facility is not a decision that can be reduced to a single specification sheet or vendor quote. It requires a clear understanding of how air quality affects product integrity, how regulatory frameworks define acceptable performance, and how equipment reliability connects to operational continuity and compliance standing.
The most effective procurement processes begin with a thorough internal assessment: mapping all air use points, assigning risk categories, defining documentation requirements, and establishing redundancy expectations before approaching vendors. This groundwork prevents specification gaps and gives facilities a structured basis for comparing equipment options on criteria that actually matter.
Compressor technology continues to improve in both reliability and energy efficiency, and suppliers with genuine experience in regulated industries bring meaningful value beyond the mechanical product. The facilities that invest time in upfront evaluation — and treat compressed air as the critical utility it is — are better positioned to maintain production continuity, pass regulatory inspections, and reduce the operational friction that comes from equipment decisions made too quickly.

Non-Surgical Facial Rejuvenation in 2026: Tear Trough Fillers, Lip Augmentation and Rhinoplasty Without Surgery

The Morning Ritual That Sets the Tone for Everything Else

Cisco MDS Switch Fundamentals for CCIE Data Center

How to Prepare and Sell Your Property Successfully

The Evolution and Advantages of Modern Vacuum Technology

The Problem With Treating Every Complaint as an Isolated Event

The 15 Highest-Paid Rugby Players in the World
Christopher Dare: The Untold Story of Engineer and Former Husband of Angela Rippon

How to Ensure Your Home is Valued Correctly for a Quick Sale
Nancy Hallam: The Inspiring Life, Career, and Success Story Behind Ian Wright’s Wife
Who Is Maisie Mae Roffey? The Private Life, Family Story, and Quiet Success of Julie Walters’ Daughter
Simon Dixon Biography: Lifestyle, Net Worth, Family, Career and Success Story
The 15 Highest-Paid Rugby Players in the World
Christopher Dare: The Untold Story of Engineer and Former Husband of Angela Rippon
How to Ensure Your Home is Valued Correctly for a Quick Sale
Nancy Hallam: The Inspiring Life, Career, and Success Story Behind Ian Wright’s Wife
Who Is Maisie Mae Roffey? The Private Life, Family Story, and Quiet Success of Julie Walters’ Daughter
Simon Dixon Biography: Lifestyle, Net Worth, Family, Career and Success Story
-
 Sports2 months ago
Sports2 months agoThe 15 Highest-Paid Rugby Players in the World
-
 Celebrity8 months ago
Celebrity8 months agoChristopher Dare: The Untold Story of Engineer and Former Husband of Angela Rippon
-
 Real Estate6 months ago
Real Estate6 months agoHow to Ensure Your Home is Valued Correctly for a Quick Sale
-
 Celebrity8 months ago
Celebrity8 months agoNancy Hallam: The Inspiring Life, Career, and Success Story Behind Ian Wright’s Wife
-
 Celebrity8 months ago
Celebrity8 months agoWho Is Maisie Mae Roffey? The Private Life, Family Story, and Quiet Success of Julie Walters’ Daughter
-
 Business7 months ago
Business7 months agoSimon Dixon Biography: Lifestyle, Net Worth, Family, Career and Success Story
-
 Celebrity9 months ago
Celebrity9 months agoJohnny Carell: Inside the Life, Family, and Rising Success of Steve Carell’s Son
-
 Celebrity7 months ago
Celebrity7 months agoDraven Duncan: Tim Duncan’s Rising Star Son and His Inspiring Basketball Journey