Business
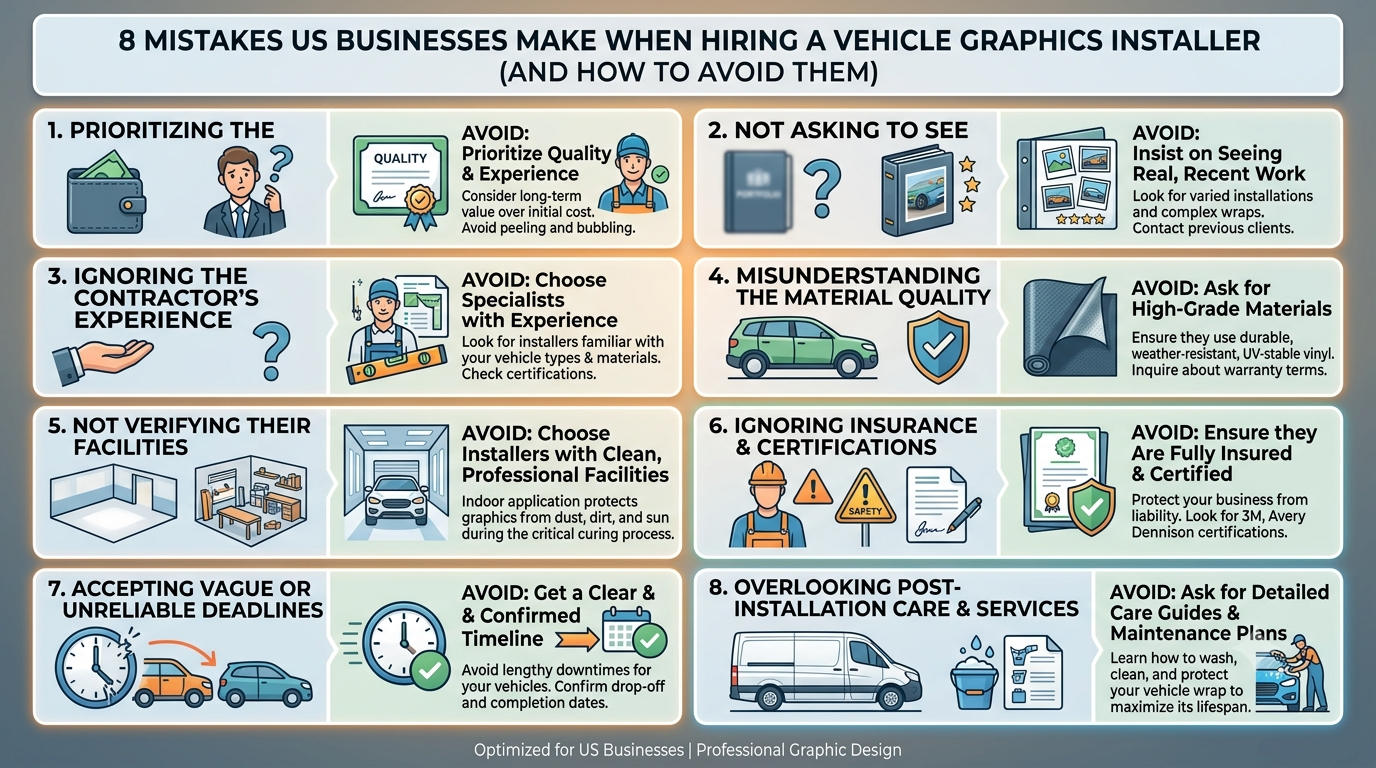
8 Mistakes US Businesses Make When Hiring a Vehicle Graphics Installer (And How to Avoid Them)
For businesses that operate fleets, service vehicles, or branded transport, the appearance of those vehicles is not a minor detail. It represents the company in every neighborhood, job site, and highway it passes through. When the graphics are poorly applied, misaligned, or peeling within months of installation, the cost goes well beyond the repair bill. It affects how customers perceive the business, how crews feel about their equipment, and how consistently the brand reads across multiple vehicles.
The decision to hire someone for this work is often treated as a one-time transaction rather than a vendor relationship that requires the same scrutiny as any other operational hire. That’s where most problems begin. Businesses across the US repeatedly encounter the same set of avoidable missteps when sourcing this type of work, and the consequences tend to compound over time.
What follows is a structured look at eight of those mistakes, grounded in how this work actually unfolds in real fleet and business environments.
Mistake 1: Treating Installation as a Commodity Purchase
A qualified vehicle graphics installer is not the same as a print vendor. Many businesses conflate the two and focus almost entirely on the cost of printing materials, overlooking the skill and process involved in the application itself. Installation quality determines how long graphics last, how cleanly they conform to vehicle contours, and whether they can be removed without damaging the original paint finish.
When the hiring decision is made based on price alone, businesses often end up with installers who lack the training or workspace conditions to do the work correctly. The result is graphics that lift at the edges, bubble under the surface, or fail to align properly across panels and doors.
Why Application Skill Determines Long-Term Value
Even premium materials perform poorly when applied incorrectly. Surface preparation, temperature control during application, and proper use of heat tools during conforming are all skills that separate experienced installers from those who learned on the job without formal training. A business that selects a provider based on the lowest quote is usually selecting based on the weakest process. What appears to save money at purchase frequently costs more to correct six months later.
Mistake 2: Skipping Verification of Portfolio and Vehicle Range
Not every installer has experience across the range of vehicles a business may operate. Applying graphics to a cargo van is a different task than wrapping a box truck, a flatbed trailer, or a vehicle with complex curves and recessed handles. Businesses often assume that experience with one vehicle type transfers automatically to others, which is not always the case.
Matching Installer Experience to Your Actual Fleet
Before committing to an installer, it’s worth asking to see documented examples of work completed on vehicles similar to yours. A portfolio that only shows passenger vehicles or simple panel installations may not reflect the capability needed for commercial fleet work. Gaps in a portfolio often indicate gaps in practical experience, and those gaps become apparent on the vehicle itself once the job is done.
Mistake 3: Ignoring Workspace and Environmental Standards
The environment in which graphics are applied has a direct effect on the outcome. Dust, humidity, cold temperatures, and direct sunlight all interfere with proper adhesion. Professional installers work in climate-controlled, enclosed environments specifically to control these variables. Businesses that allow or accept outdoor installation or work in unconditioned garages are accepting a higher risk of failure from the start.
What a Proper Installation Environment Looks Like
A professional installation space is clean, temperature-regulated, and free from environmental contaminants that can trap under the film during application. When an installer does not have a dedicated facility, or when the work is proposed to be done on-site in an open yard or parking area, those are signals worth taking seriously. The materials used in vehicle graphics are sensitive to temperature and surface condition, and no amount of skill fully compensates for a poor working environment.
Mistake 4: Failing to Clarify Warranty and Durability Expectations
Businesses often proceed without a clear understanding of what the installer stands behind after the job is complete. Warranty terms for vehicle graphics vary considerably between providers and are frequently not discussed during the quoting process. When issues appear within the expected lifespan of the material, having no documented warranty puts the business in a difficult position.
Understanding What Warranties Actually Cover
A manufacturer’s material warranty is not the same as an installation warranty. The material may perform as expected, but if the installation itself was flawed, that warranty offers no recourse. Businesses should ask directly what the installer covers in terms of adhesion failure, edge lifting, or color inconsistency that results from application error. Getting this in writing before work begins is a reasonable expectation for any professional service relationship.
Mistake 5: Underestimating the Importance of Brand Consistency Across a Fleet
For businesses operating more than one vehicle, consistency across the fleet matters more than perfection on a single unit. Color calibration, placement of logos, spacing, and finish should read identically from one vehicle to the next. When this is handled by multiple installers, or by a single installer without a documented template process, drift in appearance accumulates over time.
How Inconsistency Compounds Over Time
When vehicles from the same company look slightly different from one another, it creates an impression of disorganization. Customers and prospects who see those vehicles in different settings may not consciously register the inconsistency, but the professional impression is weakened. As established by branding research reviewed by the American Marketing Association, visual consistency across touchpoints reinforces recognition and trust, and vehicles are among the most visible of those touchpoints for service businesses.
Mistake 6: Not Accounting for Vehicle Age and Paint Condition
The surface condition of a vehicle affects how well graphics adhere and how cleanly they can eventually be removed. Older vehicles with oxidized paint, previous body repairs, or residual adhesive from prior graphics present challenges that a qualified installer should assess before beginning work. Businesses often present vehicles without disclosing their history, and installers who do not inspect thoroughly may apply materials to surfaces that will compromise the result.
Pre-Installation Assessment as a Standard Step
A thorough installer will examine the surface, identify problem areas, and communicate what surface preparation is needed before proceeding. Skipping this step, or working with an installer who does not raise these questions, increases the likelihood of early failure. Businesses should expect a brief assessment period before any installation begins, and should treat an installer who moves directly to application without inspection as a risk factor.
Mistake 7: Overlooking Removal Planning at the Time of Installation
Vehicle graphics are not permanent, and most businesses will eventually need to remove or replace them. The ease and safety of removal depend significantly on the quality of the materials used and how they were applied. Businesses that do not ask about removal at the time of installation often face difficult situations when fleet vehicles are repurposed, sold, or updated with a new brand design.
Why Removal Method Affects Your Total Cost
Poor-quality films or overly aggressive adhesives can damage paint during removal, resulting in repair costs that can exceed the original installation cost. Businesses should ask specifically about the material’s removal characteristics and whether the installer has experience with clean removal on vehicles of the age and finish type they operate. Planning for this at the beginning of the relationship prevents a costly situation at the end of one.
Mistake 8: Selecting a Provider Without a Clear Production and Scheduling Process
Fleet operations run on schedules, and vehicle downtime for graphics installation needs to be predictable. Businesses frequently choose installers without asking about turnaround time, scheduling flexibility, or how the provider handles multi-vehicle projects. When the process is undefined on the installer’s side, delays are common and difficult to resolve once the relationship is underway.
Scheduling and Process Clarity as a Business Requirement
A professional installer should be able to give a clear timeline from intake to completion, explain how vehicles are sequenced if multiple units are involved, and communicate proactively if anything changes. Businesses that operate fleets with tight dispatch schedules cannot afford ambiguity about when a vehicle will be available. Asking these questions before signing any agreement is not excessive — it reflects the legitimate operational constraints that the business is managing.
Conclusion: What a More Careful Hiring Process Looks Like
The mistakes outlined above are not unusual. They appear across industries and business sizes because the hiring process for this type of work is often treated informally, as though installation quality were a given once materials are selected. In practice, the opposite is true. The quality of the installation determines whether the materials perform as expected, whether the brand reads consistently, and whether the investment holds up over the intended lifespan of the graphics.
Businesses that slow down the vendor selection process, ask specific questions about workspace conditions, installer experience, warranty coverage, and production scheduling, tend to have significantly fewer problems after the work is done. They also build relationships with providers who understand their fleet, their brand standards, and their operational constraints.
Vehicle graphics are a functional investment in brand presence. The vehicles carrying those graphics move through real communities, work sites, and customer environments every day. The standard applied to the hiring decision should reflect that reality. A more deliberate process at the front end prevents avoidable costs, operational disruption, and brand inconsistency over the long term. That return on diligence is available to any business willing to apply it.
Business
The Complete Radiator Gasket Buying Guide: Material, Size, and Compatibility Explained for US Vehicles

When a cooling system fails, the cause is rarely dramatic. Most cooling-related breakdowns trace back to a component that was overlooked during a routine service or replaced with a part that was close enough but not quite right. Gaskets sit in that category more often than most technicians and fleet managers expect. They are small, inexpensive relative to the broader repair, and easy to treat as an afterthought. But the sealing integrity of a radiator depends almost entirely on whether the gasket installed is the right material, the right profile, and the right fit for that specific vehicle and operating environment.
This matters particularly in the US market, where vehicle diversity is significant. A light-duty pickup truck operating in the Southwest will place different thermal demands on its cooling system than a delivery van running routes in the upper Midwest during winter. Those differences are not abstract. They translate directly into which gasket materials hold up, which degrade prematurely, and which installations result in callbacks, leaks, or unplanned downtime weeks after the job was completed.
Understanding how to buy the right radiator gasket means understanding the variables that determine fit and performance before the purchase is made, not after the part arrives.
What a Radiator Gasket Actually Does and Why Selection Starts There
A radiator gasket creates a sealed barrier between the radiator tank and the core or between mounting surfaces where coolant is present under pressure. Its function is straightforward: prevent coolant from escaping the system at any connection point that would otherwise be an open gap between two components. But that simple description understates how much engineering goes into a gasket that performs reliably over thousands of operating cycles.
Every time an engine reaches operating temperature and cools back down, the materials around the gasket expand and contract. This thermal cycling creates compression and relaxation forces that the gasket must absorb without cracking, extruding, or losing its seal. A gasket that cannot flex with these movements will fail. It may hold for weeks, but it will eventually develop a path for coolant to escape, and that leak may not be immediately visible at the point of origin.
When sourcing parts for this application, working from a structured and categorized resource like a dedicated radiator gasket catalog helps technicians and buyers narrow their selection by vehicle application rather than guessing at compatibility from generic listings.
The buying decision begins with understanding what the gasket will be asked to do. That means looking at the vehicle’s cooling system operating pressure, the type of coolant in use, the climate the vehicle operates in, and how frequently the cooling system components are serviced. A gasket selected without that context may fit the radiator tank physically but still fail under conditions that a correctly specified part would handle without issue.
The Role of Compression Set in Long-Term Seal Integrity
One property that separates gasket materials in real-world performance is compression set resistance. When a gasket is compressed between two surfaces, it deforms slightly to fill microscopic gaps and create a seal. Over time, some materials retain that deformed shape permanently and lose their ability to maintain clamping force as thermal cycling continues. This is called compression set, and it is a primary cause of slow leaks that develop well after an installation appeared successful.
Materials with high compression set resistance return closer to their original shape after each compression cycle, maintaining sealing force even as the surrounding components shift slightly. This is particularly relevant in applications where the radiator tank is plastic and subject to its own expansion and contraction characteristics, which differ from those of the aluminum or metal core it connects to.
Material Types and When Each One Is Appropriate
Radiator gaskets for US vehicles are produced in several base materials, and each carries a different performance profile depending on the operating environment. The three most commonly encountered materials in automotive and light commercial applications are rubber compounds, silicone, and fiber-reinforced compositions.
Rubber-based gaskets, typically made from EPDM or neoprene, are widely used because they offer good chemical resistance to modern extended-life coolants and acceptable flexibility across a broad temperature range. EPDM in particular holds up well in environments where ethylene glycol-based coolants are used, which covers the majority of passenger and light commercial vehicles in the US market. Neoprene performs adequately in lower-temperature applications but becomes brittle over time in high-heat zones.
Silicone as a Performance Material
Silicone gaskets are specified for higher-demand applications where operating temperatures are elevated or where the cooling system is subject to greater pressure variance. Silicone maintains flexibility at both high and low temperature extremes more consistently than standard rubber compounds. This makes it a practical choice for vehicles used in severe-duty cycles, towing applications, or regions with significant seasonal temperature swings.
The tradeoff with silicone is cost. Silicone gaskets are more expensive than EPDM alternatives, and for vehicles operating in moderate conditions, that cost difference does not translate into meaningfully better service life. Over-specifying materials for lower-demand applications is a common purchasing error, particularly in fleet maintenance programs where buyers apply a single specification across vehicle types that have different actual operating profiles.
Fiber and Composite Materials in Older Vehicle Applications
Fiber-reinforced gaskets were more common in older vehicle designs and remain relevant for classic vehicles, older commercial equipment, and certain import models where original equipment specifications require a compressed fiber material. These gaskets are less flexible than rubber or silicone but can provide reliable sealing in lower-pressure, lower-temperature applications. They are not appropriate for modern vehicles with higher-pressure cooling systems, and using one in the wrong application leads to early failure from compression fatigue or coolant chemical breakdown of the fiber matrix.
Size Matching and Why Nominal Dimensions Are Not Enough
Gasket sizing in the automotive aftermarket can mislead buyers who rely on nominal dimensions alone. A gasket may appear to match the tank profile based on outside diameter or overall length, but the sealing surface geometry, thickness, and bead profile must also align with the mating surfaces to function correctly. This is one of the more common sources of installation failures that are blamed on installer error but actually originate in part selection.
Modern radiator tanks, particularly those made from plastic, are molded with specific groove and bead geometries designed to retain the gasket under compression. If a replacement gasket has a different profile than what the tank was engineered to accept, it may not seat fully into that groove. This leaves part of the sealing surface unsupported and creates a point of failure under system pressure. According to engineering guidance published by organizations like SAE International, dimensional tolerances in sealing components are critical variables, not secondary considerations, in cooling system reliability.
Cross-Reference Verification Before Purchase
The most reliable method for confirming gasket size compatibility is cross-referencing the part number against the original equipment specification for that vehicle and radiator model. Generic part numbers based on physical measurements alone introduce enough uncertainty that installation failures become statistically predictable across a large enough volume of vehicles. Fleet operations running consistent vehicle models should maintain verified part number lists rather than relying on technician-level visual matching at the point of purchase.
For repair shops servicing a wide mix of vehicle makes and years, using supplier systems that organize inventory by application and vehicle compatibility reduces the risk of incorrect selection. It also shortens the time spent verifying fitment, which has a real impact on labor efficiency in high-volume shop environments.
Compatibility with Coolant Chemistry
US vehicles use several coolant formulations, and the chemistry of those formulations affects gasket material performance significantly. Older green coolant formulations contain silicates and phosphates that behave differently toward gasket materials than the organic acid technology coolants now used in most late-model domestic and imported vehicles. Extended-life coolants, hybrid formulations, and heavy-duty diesel coolants each interact with gasket materials in ways that can accelerate degradation if the gasket material is not compatible.
EPDM rubber is broadly compatible with most modern OAT and HOAT coolant types. However, vehicles that have been improperly maintained with mixed coolant types may have contaminated systems where the actual chemistry is difficult to predict. In these cases, selecting a more chemically inert material like silicone provides a margin of protection against degradation from unexpected coolant compositions.
Coolant Contamination and Gasket Lifespan
A gasket installed in a system with degraded or contaminated coolant will often fail earlier than expected, even if the gasket itself is correctly specified. Coolant that has lost its pH buffer becomes acidic and attacks sealing surfaces and gasket materials from the inside. This is a maintenance issue rather than a parts quality issue, but it affects buying decisions in practice because replacement intervals become shorter and the total cost of upkeep rises. Addressing coolant condition before installing a new gasket is part of a complete repair, not an optional step.
Sourcing Consistency for Shops and Fleet Operations
For operations that replace cooling system components regularly, sourcing consistency matters as much as individual part quality. Buying from a supplier that maintains organized, application-specific inventory reduces the time spent verifying compatibility and lowers the risk of receiving incorrect parts. It also makes warranty and return processes more straightforward when parts do not meet expectations.
Inconsistent sourcing, where technicians order from different suppliers depending on availability or price, introduces variability into what should be a standardized process. Over time, that variability shows up in callback rates, repeat repairs, and difficulty diagnosing whether a recurring leak is a technique problem or a parts problem.
• Maintaining a preferred supplier relationship for cooling system components simplifies part verification and reduces order errors across vehicle types
• Organizing purchases by application category rather than generic part type improves first-time fit rates and shortens installation time
• Documenting part numbers used on fleet vehicles creates a reference that reduces sourcing variability across technicians and service events
• Reviewing coolant condition during every radiator service extends gasket service life and reduces premature failure unrelated to part quality
Closing Perspective: Making a Simple Purchase Decision Reliably
A radiator gasket is not a complex component, but buying the right one requires more structured thinking than its price or size might suggest. The variables that determine whether a gasket performs over its expected service life, material composition, dimensional fit, coolant compatibility, and thermal cycling resistance, are all knowable before the purchase is made. The problem is that these variables are often not checked systematically, particularly in busy shop environments where time pressure leads to shortcut sourcing decisions.
For technicians, shop owners, and fleet maintenance managers, the payoff for getting this right is not visible in the short term. A correct installation simply holds. There is no callback, no slow leak discovered weeks later, and no diagnostic time spent tracing a cooling system complaint back to a gasket that was close but not correct. That absence of problems is the actual outcome being purchased, and it is worth the additional minutes spent verifying material type, dimensional compatibility, and coolant chemistry before the order is placed.
The US vehicle market is diverse enough that no single gasket specification covers all applications. Building the habit of application-specific selection, rather than defaulting to the nearest available part, is what separates reliable cooling system work from the kind that generates repeat visits for the wrong reasons.
Business
How to Choose the Right Stainless Steel Hollow Ball for High-Pressure Fluid Control Systems

In fluid control systems that operate under sustained pressure, component selection is rarely a minor concern. The wrong choice can disrupt flow regulation, accelerate wear on adjacent components, or introduce failure points that are difficult to trace until a problem is already affecting output. For engineers and procurement specialists working across chemical processing, water treatment, oil and gas, and industrial manufacturing, the decision around float and control components deserves the same level of scrutiny as valves or fittings.
One component that frequently receives less attention than it warrants is the hollow ball used in float-controlled and pressure-sensitive assemblies. These balls regulate fluid levels, trigger valve responses, and maintain system equilibrium in environments where precision and durability are not optional. Selecting the right one requires understanding how material properties, fabrication methods, and operational context interact — not simply matching a part number to a catalog description.
Understanding What Makes a Hollow Ball Suitable for High-Pressure Environments
A stainless steel hollow ball used in pressure-sensitive fluid control is not a passive component. It functions as a mechanical responder — it moves with fluid levels, applies force to valve seats, and holds its geometry under conditions that would deform or corrode lesser materials. The suitability of a hollow ball for high-pressure applications depends on a combination of factors that each contribute independently to long-term performance.
Stainless steel is the preferred material for these environments primarily because of its resistance to both mechanical stress and chemical attack. Unlike plastic float balls or carbon steel alternatives, stainless retains structural integrity when exposed to corrosive fluids, high temperatures, or cyclical pressure changes. This makes it the standard choice in systems where contamination from material degradation would compromise fluid purity or system function.
When evaluating options, the grade of stainless steel matters considerably. Austenitic grades offer broad corrosion resistance and are widely used in water and chemical systems. Duplex grades provide greater strength in environments where both corrosion and mechanical loading are ongoing concerns. The specific grade selected should reflect the chemical composition of the fluid, the operating temperature range, and whether the system experiences pressure spikes or operates at continuous elevated pressure.
Why Wall Thickness and Seam Integrity Are Critical Factors
The hollow construction of these balls introduces a specific vulnerability that solid components do not share: the risk of internal compression or collapse under external pressure. A ball that is not manufactured with sufficient wall thickness relative to its diameter may deform when subjected to the forces present in high-pressure systems. This deformation does not always result in immediate failure — it may cause slow changes in buoyancy characteristics or valve closure timing that are difficult to diagnose.
Seam integrity is equally important. Many hollow balls are manufactured by forming two hemispheres and joining them, typically through welding. The quality of that weld determines how the ball performs under repeated pressure cycles. A seam that is inconsistent or inadequately finished can become a stress concentration point, leading to fatigue cracking over time. In sanitary or high-purity systems, a compromised seam also creates a surface irregularity where fluid can accumulate, presenting contamination risks.
When assessing wall thickness and seam quality, procurement teams should request documentation of fabrication standards and, where applicable, pressure testing data. Visual inspection alone is not sufficient to confirm that a hollow ball will perform reliably under the specific conditions of a given system.
Matching Ball Specifications to System Operating Conditions
High-pressure fluid control systems vary considerably in their operating profiles. A system handling clean water at steady pressure behaves very differently from one managing aggressive chemical solutions with thermal variation. Matching the hollow ball to the system means accounting for the full range of conditions the component will encounter, not only the standard operating state.
Temperature is one of the most frequently underestimated variables. Stainless steel performs well across a broad thermal range, but the fluid inside the system — and the potential for thermal cycling — affects how the ball and its seams behave over time. In systems where temperature fluctuates significantly, the expansion and contraction of materials can place repeated stress on joints and attachment points. Selecting a ball with welded seams that have been finished to reduce stress concentration is one way to address this risk.
The Role of Surface Finish in Fluid Control Performance
Surface finish affects more than appearance. In fluid control assemblies, the outer surface of the hollow ball contacts valve seats, guide channels, and fluid under pressure. A rough or uneven surface can cause inconsistent sealing, accelerate wear on softer valve components, or create turbulence in systems where laminar flow is important. In sanitary applications — common in food processing, pharmaceutical manufacturing, and potable water systems — surface finish directly influences the ability to clean and certify the system.
Polished finishes reduce surface area for microbial adhesion and make visual inspection more reliable. Electropolished surfaces, which remove surface irregularities at a microscopic level, are often specified in high-purity environments for exactly this reason. The ISO standards for surface finish in stainless steel components provide a useful reference for understanding how finish classifications translate into practical performance requirements.
Attachment Points and Arm Compatibility
In float valve assemblies, the hollow ball does not operate in isolation. It is attached to a float arm or rod that transmits its movement to the valve mechanism. The connection point between the ball and the arm is a mechanical junction that must maintain its integrity under repeated movement and applied force. A ball with a poorly threaded or insufficiently reinforced connection point will eventually loosen, alter the float arm geometry, and cause the system to behave inconsistently.
Compatibility with the float arm design should be confirmed before ordering. This includes thread type and size, the material of the arm itself, and whether the assembly will be submerged or exposed to the fluid being controlled. In corrosive environments, dissimilar metal contact at the connection point can accelerate localized corrosion — a risk that is avoided by ensuring material consistency throughout the float assembly.
Evaluating Suppliers and Sourcing Decisions
The market for stainless steel float and control components includes a wide range of suppliers, from precision industrial manufacturers to general hardware distributors. The difference in quality between suppliers is not always visible in catalog listings. Two hollow balls that appear identical in description may differ significantly in material traceability, fabrication consistency, and dimensional accuracy.
Material traceability refers to the ability to confirm that the steel used in manufacturing conforms to the specified grade. Reputable suppliers provide mill certifications — documents that confirm the chemical composition and physical properties of the base material. In regulated industries, these certifications are not optional. In unregulated applications, they still provide important assurance that the component will behave as expected under the stated operating conditions.
What Procurement Teams Should Request Before Finalizing Orders
Before placing an order for hollow balls intended for high-pressure fluid control, procurement teams should request a clear set of documentation and, where possible, samples for testing. This is not an excessive precaution — it is a standard practice in industries where component failure carries operational or safety consequences.
Useful documentation includes material certifications, pressure test records if available, dimensional tolerances, and any applicable quality or manufacturing standards the supplier adheres to. For high-volume orders, it is worth establishing whether the supplier maintains consistent manufacturing processes across batches or sources from multiple production facilities, which can introduce variation.
Sampling and testing a small quantity before committing to a full order allows engineering teams to confirm fit, finish, and buoyancy characteristics in the actual system environment. This step is particularly valuable when switching suppliers or specifying hollow balls for a new application.
Common Application Environments and Their Specific Demands
Different industries place distinct demands on hollow ball components, and understanding those demands helps narrow selection criteria before engaging suppliers.
• Chemical processing systems require hollow balls that resist prolonged exposure to acids, alkalis, and solvents without surface degradation or material leaching. Grade selection and surface finish are primary concerns.
• Water treatment and distribution systems prioritize corrosion resistance, dimensional consistency, and compatibility with potable water standards where applicable.
• Oil and gas applications often involve elevated temperatures, high operating pressures, and exposure to hydrocarbons. Structural integrity and seam quality are critical in these environments.
• Food and beverage manufacturing requires components that meet hygiene standards, with surface finishes appropriate for regular cleaning and sterilization cycles.
• Marine and offshore environments combine salt exposure, humidity, and mechanical stress, making duplex stainless or higher-grade austenitic steels the preferred choice.
Each of these environments has established industry standards that inform acceptable component specifications. Reviewing those standards in parallel with supplier documentation helps ensure that the selected hollow ball meets both the technical and regulatory requirements of the application.
Conclusion: Selection as a Reliability Decision
Choosing a hollow ball for a high-pressure fluid control system is not a purchasing formality. It is a reliability decision that affects how consistently a system operates, how long its components last, and how much unplanned maintenance it requires. The factors that determine the right choice — material grade, wall thickness, seam quality, surface finish, connection integrity, and supplier documentation — are interconnected. A gap in any one of them can undermine the performance of the others.
For engineers and procurement professionals who manage these systems, the most effective approach is to treat hollow ball selection with the same structured evaluation applied to any other pressure-rated component. That means starting with a clear understanding of operating conditions, requesting documentation that confirms material and fabrication quality, and verifying compatibility with the broader assembly before finalizing specifications. Components that meet this standard tend to perform predictably, require less intervention, and contribute to the kind of system stability that reduces operational risk over time.
Most US manufacturers know what it feels like to walk a production floor where the information gap between what’s happening and what should be happening is never quite closed. Supervisors chase updates. Operators work from memory or paper sheets. Shift handoffs lose detail. Decisions get made late because the data that would have informed them arrived after the fact.
This is not a technology problem. It is a visibility problem, and it shows up in ways that are expensive without being obvious — scrap that accumulates before anyone notices a pattern, downtime that stretches because the right person wasn’t alerted in time, throughput targets that slip quietly rather than failing loudly enough to trigger a real response.
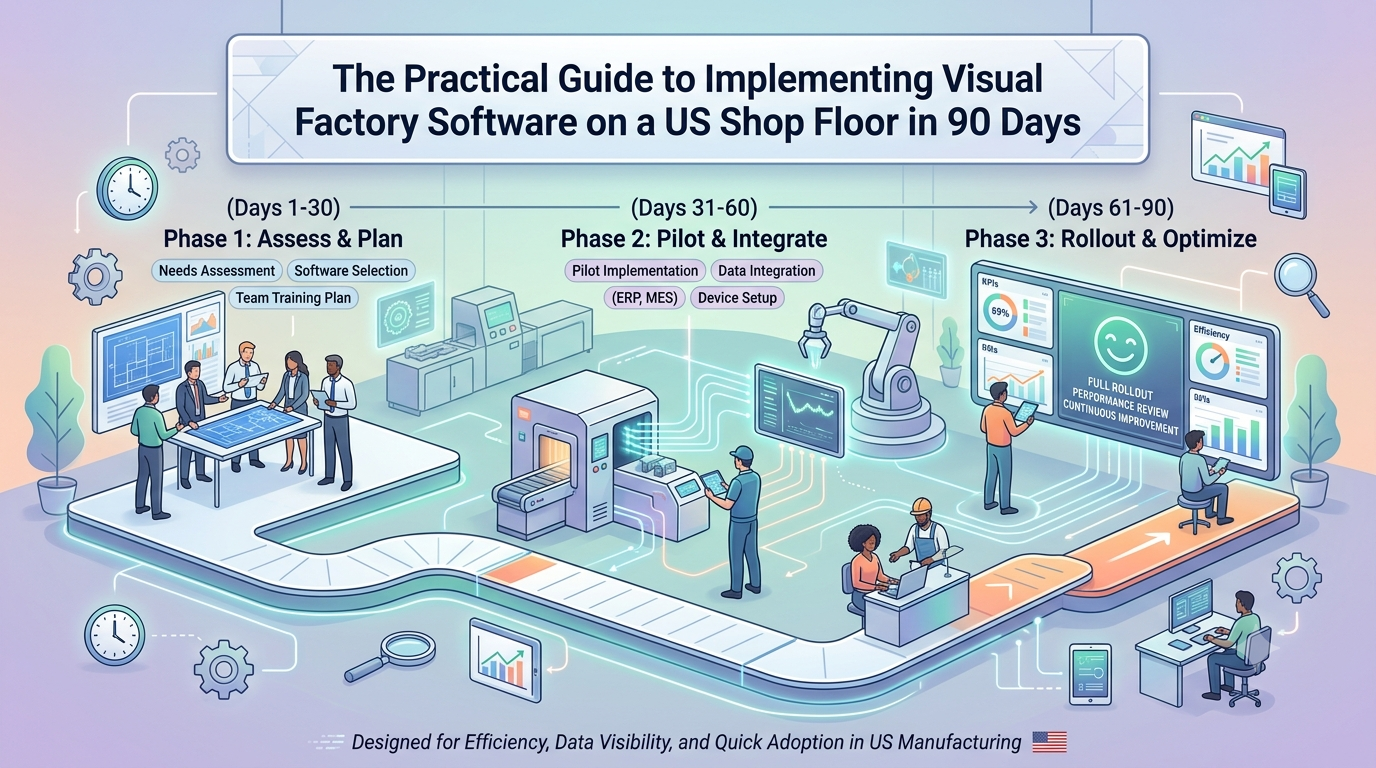
Visual factory implementation addresses this systematically. But the way most operations approach it — either rushing deployment before the floor is ready, or overplanning until momentum stalls — tends to undermine the outcome. A 90-day structure, applied thoughtfully, gives most facilities a realistic timeline to move from baseline to operational. What follows is a grounded account of how that process actually works.
What Visual Factory Software Actually Does in a Production Environment
visual factory software connects production data — machine states, cycle times, output counts, downtime events, quality flags — to real-time displays and structured reporting that floor personnel and operations managers can read and act on without interpretation delays. It is not a dashboard added on top of existing systems for optics. When implemented correctly, it changes how decisions get made at the floor level and how quickly problems surface.
The underlying mechanism is straightforward. Production equipment or line processes generate data continuously. That data is collected, structured, and translated into visual outputs — status indicators, trend lines, alert signals — that appear on screens positioned where workers and supervisors actually spend time. The information becomes part of the environment rather than something you have to go looking for.
The shift this creates is meaningful. Rather than relying on end-of-shift reports or manual data entry to understand what happened, supervisors can see what is happening. That real-time awareness does not replace judgment, but it does make judgment more accurate. Operators know where they stand relative to targets. Supervisors can respond to deviation before it compounds. Production managers can trace patterns rather than reacting to outcomes after the fact.
The Difference Between Visibility and Data Volume
One of the more common mistakes in early implementation is treating the volume of data available as the goal itself. Many facilities already have more production data than they use well. The problem is not scarcity of information — it is the structure and timing of how information reaches the people who need it.
Visual factory tools are designed around usability at the point of work. That means the displays are readable in poor lighting, the metrics shown are the ones relevant to that station or cell, and the alert logic is calibrated to real operational thresholds rather than generic defaults. A system that shows too much becomes background noise. A system that shows the right things at the right moment becomes part of how the floor operates.
Building the Foundation in Days One Through Thirty
The first month of any implementation is almost entirely preparatory, and rushing through it is the most reliable way to create problems that take three months to untangle. The work in this phase is about understanding the current state of the floor accurately enough to configure a system that reflects it — not the idealized version written in a procedures manual, but the actual workflows, the real machine cycles, and the genuine communication patterns that exist today.
This means spending time with the people who do the work. Operators often have direct knowledge of where information breaks down, where manual workarounds have developed, and where the current tracking methods are most unreliable. That knowledge is worth more than any assumptions built from an organizational chart or a production plan.
Defining Metrics That Matter to the Operation
Not every metric available from production equipment belongs on a floor display. Part of the foundation work is identifying which indicators are actually decision-relevant for each area of the floor. For a machining cell, the critical metrics might center on cycle time adherence and tool-related downtime events. For an assembly line, the focus might shift to takt time compliance and defect categorization at each station.
When organizations try to display everything, operators learn to look at nothing. The discipline required here is choosing a small number of indicators that connect directly to corrective action — so that when a number changes, someone knows what it means and what to do about it. This is more of an operational conversation than a technical one, and it belongs in the first thirty days before any configuration begins in earnest.
Assessing Integration Requirements Honestly
Visual factory tools need to receive data from somewhere. In some facilities, that means direct connections to PLCs or machine controllers. In others, it means integrating with an existing MES or ERP system. In many smaller operations, it means building structured manual data entry into the workflow as an interim measure while hardware integration is planned. Each of these paths has implications for implementation timelines and resource requirements. Understanding which path the facility is actually on — not which one would be most convenient — is essential before committing to a configuration approach.
Configuration and Pilot Testing in Days Thirty Through Sixty
The middle phase of a 90-day implementation is where the system takes shape in practice. Configuration work translates the decisions made in month one into actual displays, alert thresholds, and data connections. This is technical work, but it should not be done in isolation from the floor. The people who will use the system daily are the best validators of whether the configuration is working.
Pilot testing on a single line or cell before broader rollout is standard practice for good reason. It surfaces configuration problems when they are still easy to address, gives frontline staff early familiarity with the system, and provides real-world feedback on display placement, alert calibration, and metric relevance. Skipping the pilot to accelerate deployment typically results in a rollout that stalls because the floor hasn’t had the chance to build confidence in the tool.
Training That Fits the Floor
Training for a visual factory system is not a software tutorial. The technical interface is usually simple enough that most operators can navigate it within a shift. The more important training is operational — what does each display mean, what action is expected when an alert fires, how do supervisors use the information in their standard workflows, and how does the data connect to the broader performance conversations happening in the operation.
According to the National Institute of Standards and Technology, effective manufacturing training should be embedded in work processes rather than delivered as separate instruction. That principle applies directly here. The most effective way to train a floor team on a visual factory tool is to use the system during actual production, with guidance available in real time, rather than in a classroom removed from the environment where the tool will actually be used.
Stabilization and Standardization in Days Sixty Through Ninety
The final phase is where the system moves from deployment to routine. The goal is not perfection — it is stability. Displays are working as expected, data connections are reliable, operators are comfortable with the interface, and supervisors have incorporated the information into their regular decision-making. This foundation is what makes the investment durable.
Standardization in this phase means establishing clear ownership of the system at the floor level, documenting how alert thresholds are set and who can adjust them, and building review cycles into the operational calendar so that the metrics being tracked remain relevant as conditions change.
Sustaining Performance After Go-Live
The most common failure mode for visual factory implementations is not a technical breakdown — it is organizational drift. The system runs, the data flows, but over time the displays stop reflecting current priorities, alerts get ignored because they’ve become too frequent, and the information stops informing decisions because no one refreshed the configuration when the operation changed.
Preventing this requires treating the system as a living operational tool rather than a completed project. That means assigning someone with authority to update display configurations when workflows shift, building monthly or quarterly reviews into the standard operations meeting, and keeping the connection between displayed information and corrective action clear for everyone using the system.
What Realistic Outcomes Look Like After Ninety Days
By the end of a structured 90-day implementation, most facilities should expect to have a working system in at least one production area, clear data connections to the equipment or processes in that area, floor personnel who understand and actively use the displays, and a documented baseline of the metrics being tracked. That baseline is itself valuable — it gives the operation a reference point for improvement that was not available before.
Longer-term outcomes depend on how consistently the system is maintained and expanded. Operations that sustain the discipline of keeping visual information accurate and relevant tend to see measurable improvements in response time to production deviations, more consistent shift performance, and stronger accountability at the line level because performance is visible rather than reconstructed after the fact.
Closing Thoughts
Implementing visual factory software on a working shop floor is an operational project, not a technology project. The technology is the enabling layer, but the outcome depends almost entirely on how well the implementation process is managed — how honestly the current state is assessed, how carefully the relevant metrics are chosen, how thoroughly the floor team is prepared, and how consistently the system is maintained after deployment.
Ninety days is enough time to move from baseline to a working, stable system in most US manufacturing environments, provided the process is treated with the same rigor applied to any other production initiative. The payoff is not a dashboard on a screen. It is a floor that operates with better shared awareness, faster response to problems, and a clearer line between what the data shows and what happens next.

How to Choose the Right Electrode Conductive Gel for TENS, EMS, and Biofeedback Devices

7 Best Demo Software That Integrates with HubSpot in 2025 (Ranked by US Sales Teams)

The Complete Radiator Gasket Buying Guide: Material, Size, and Compatibility Explained for US Vehicles

How American Households Are Cutting Energy Bills by 20% With Smarter Air Filtration — A Complete Guide

How to Choose the Right Stainless Steel Hollow Ball for High-Pressure Fluid Control Systems

The Practical Guide to Implementing Visual Factory Software on a US Shop Floor in 90 Days

The 15 Highest-Paid Rugby Players in the World
Christopher Dare: The Untold Story of Engineer and Former Husband of Angela Rippon

How to Ensure Your Home is Valued Correctly for a Quick Sale
Nancy Hallam: The Inspiring Life, Career, and Success Story Behind Ian Wright’s Wife
Who Is Maisie Mae Roffey? The Private Life, Family Story, and Quiet Success of Julie Walters’ Daughter
Simon Dixon Biography: Lifestyle, Net Worth, Family, Career and Success Story
The 15 Highest-Paid Rugby Players in the World
Christopher Dare: The Untold Story of Engineer and Former Husband of Angela Rippon
How to Ensure Your Home is Valued Correctly for a Quick Sale
Nancy Hallam: The Inspiring Life, Career, and Success Story Behind Ian Wright’s Wife
Who Is Maisie Mae Roffey? The Private Life, Family Story, and Quiet Success of Julie Walters’ Daughter
Simon Dixon Biography: Lifestyle, Net Worth, Family, Career and Success Story
-
 Sports2 months ago
Sports2 months agoThe 15 Highest-Paid Rugby Players in the World
-
 Celebrity8 months ago
Celebrity8 months agoChristopher Dare: The Untold Story of Engineer and Former Husband of Angela Rippon
-
 Real Estate6 months ago
Real Estate6 months agoHow to Ensure Your Home is Valued Correctly for a Quick Sale
-
 Celebrity8 months ago
Celebrity8 months agoNancy Hallam: The Inspiring Life, Career, and Success Story Behind Ian Wright’s Wife
-
 Celebrity8 months ago
Celebrity8 months agoWho Is Maisie Mae Roffey? The Private Life, Family Story, and Quiet Success of Julie Walters’ Daughter
-
 Business7 months ago
Business7 months agoSimon Dixon Biography: Lifestyle, Net Worth, Family, Career and Success Story
-
 Celebrity9 months ago
Celebrity9 months agoJohnny Carell: Inside the Life, Family, and Rising Success of Steve Carell’s Son
-
 Celebrity6 months ago
Celebrity6 months agoDraven Duncan: Tim Duncan’s Rising Star Son and His Inspiring Basketball Journey